
The basic principles of effective “Lean” manufacturing (operations) initiatives must include two basic principles (as stated in the attached 1997 document from our Toyota (TIEM) experience):
- Reduction of cost through elimination of waste
- Make full use of workers (Associates) capabilities
In this volume of From the Archives of a Common Sensei, we speak to these and additional considerations to make the flow production (principle) work. Various forms of media are filled with discussions about flow, pull, balanced processing, Kanban, waste, JIT, etc., we will graphically show you the interfaced actions of the pull system and the framework for smoothing for just-in–time (in-time) production (processing).

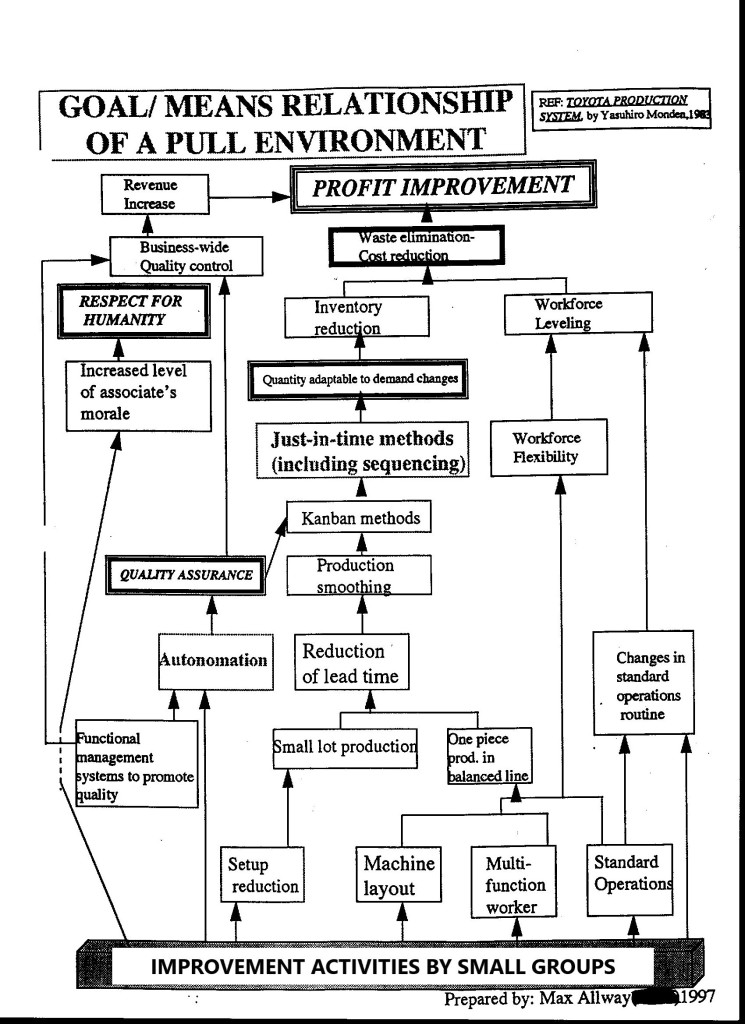
In the attached “Goal/Means Relationship of a Pull Environment” document by Yasuhiro Monden (1983), starting at the bottom of the graphic, you can trace the critical considerations and interrelationships all the way from Improvement activities by Small Groups to Business wide quality control, Waste Elimination, Revenue Increase, and Profit Improvement.
The graphic illustrates the pathway to attainment of Increased Associate Morale and Respect for Humanity. It also illustrates the pathway to attain Just-in-Time (In Time) methods including Product/Service Sequencing and Workforce Flexibility/Workforce Leveling.
In the second attached document “The Framework for Smoothing” by Yasuhiro Monden (1983), starting from the bottom up, you are led through the Production (Process) Smoothing actions required from Flexible Machinery and Reduction of Production Leadtime to Just-In-Time Production leading to Enabling Production that is Promptly Adaptable to Demand Changes.
The Production Smoothing actions within the dashed line box in the graphic are fundamental to attainment of customer demand and building/completing products/services as required by customers. The details within this graphic are often misunderstood and poorly applied. The basics of the functions contained in this graphic can and should extend beyond the production/service processes, to include the entire supply chain (to be discussed in BLOG vol.34).





